




Laboratory of Vacuum Heat Treatment and Surface Engineering
Head of Laboratory:

prof.dr. Vojteh Leskovšek
+386 1/4701 870

Centre for vacuum heat treatment and surface engineering (VHT & SEC) of tool and high-speed steels was established in 1985, with investment in most advanced vacuum furnace IPSEN VTTC-324R (Figure 1), which was the basis for technological research in less-carbon environmentally friendly and energy-saving vacuum heat treatment of tools and dies. One of the most influential factors affecting the sustainability of the tools, is the heat treatment the tool steel that ensures the critical properties increasing the tool resistance to the dominant damage mechanism for specific working operation when the tool is submitted to stresses. The optimal heat treatment process is possible only in modern vacuum furnaces with rapid cooling in a stream of nitrogen, helium or hydrogen or in a mixture of different gasses under high pressure. The characteristics of the furnace ensure an optimal vacuum heat treatment potential for the most demanding tools and dies for hot work and cold work applications as well as for plastic injection moulding.

The reactor for pulsed plasma nitriding METAPLAS-IONON (Figure 2) is built according to the latest knowledge on nitriding of complex tools and dies and for steel, titanium and titanium alloys parts. The controlled nitriding of working surfaces of tools, dies and machine parts increases the wear resistance, decreases the friction, increases the fatigue strength and corrosion resistance and, ultimately, with oksinitriding also aesthetic appearance can be improved.
Research work
With the introduction of new materials, also, the nano-related materials and new processes based on plasma technologies (such as PACVD, PVD, etc.) that will in the coming years become a key addition to the traditional vacuum technologies for metal processing companies and tool shops, working for automotive industry, wishing to remain competitive. For the transfer of such technologies, for each of the newly developed types of materials, a new set of procedural stages and facilities is required and a new approach in the characterization of microstructures for understanding of various properties and their interrelation. This dynamic, interactive development continues and requires in-depth understanding of all factors involved in introducing in use new types of materials and technologies. For this reason all those years, VHT & SEC was also active in research and a great effort was dedicated to transplant research results quickly into industrial practice.
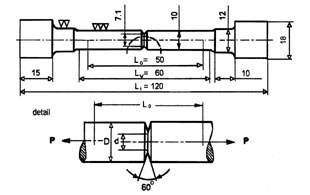
A notable achievement at home and abroad was the development of measurement methodology of fracture toughness KIc of brittle tool and high-speed steels. For materials with low ductility the measurement of fracture toughness is difficult and particularly complex and especially costly is the obtention of the atomic sharp crack in the root of notches of standard hardened and tempered CT-specimens. The main problem encountered in the manufacture of fatigue cracks was driving force in the search of alternative test methods for measurement the fracture toughness. One of such methods developed at the IMT, was the determination of fracture toughness with circumferentially notched and fatigue-precracked tensile-test specimens (KIc-test specimens) with the dimensions in Figure 3. With KIc-test specimens the fatigue crack can be created with rotating-bending loading before the final heat treatment. One of the advantages of such test specimens is that plain-strain conditions can be achieved using specimens with smaller dimensions than those of conventional CT test specimens [1]. The advantage of the KIc-test specimens used over the standardized CT-specimens (ASTM E399-90) is also the radial symmetry, which makes them particularly suited for studying the influence of the microstructure of metallic materials on fracture toughness. The advantage of these specimens is related to the heat transfer which provides for a completely uniform microstructure. As already mentioned, with KIc-test specimens the fatigue crack can be created with rotating-bending loading before the final heat treatment.
This allowed to introduce in the vacuum heat treatment of tool and high-speed steels the fracture toughness KIc as a second parameter. In this way, from the tempering diagram for the selected steel it is possible to choose the most appropriate relationship between toughness and hardness for a specific application. Such tempering diagram allows choosing also the parameters of vacuum heat treatment which give the selected steel the desired performances, (Figure 4).


The costs of experiments for research projects are important. For this reason after determination of fracture toughness two parts of KIc-test specimens are used to manufacture different samples for hardness measurements, four point bending, compressive strength and strain hardening exponent determination, analysis of fracture surfaces and of microstructure and for the specimens of other tribological and technological tests, necessary for understanding the behaviour of tool and high-speed steels in practice, (Figure 6). Since all the measurements are performed in the same test-specimen, it is possible to find for individual properties the correlation between different characteristics.
Scientifically notable achievement was the development of the semi empirical equation (1), which enables to calculate the fracture toughness of high-speed and ledeburitic steels [2] on the basis of the modulus of elasticity E, the mean distance between undissolved eutectic carbides, dp, the Rockwell-C hardness, fc and faust as volume fractions of undissolved eutectic carbides and retained austenite, and as the cumulative fraction of undissolved eutectic carbides and/or carbide clusters equal to or larger than the critical defect size (> acrit), with Rockwell-C harness higher than 57 HRc.
![]()



For modified working surfaces of tools and dies with nitriding, of essential importances is the method of measuring the fracture toughness of nitride layers with Vickers indentations at various loads, (Fig. 8).



The following patents were awarded: for the "Induction heated cell for heat treatment and thermo chemical treatment of metals in fluidized bed: Patent SI 9800119", for the "Lamellar bilateral planning knife for treatment metal, wood, etc. consisting of carrier strip of construction steel and two equally long but narrow and thin strips of WC-Co hard metal.: Patent SI 9600034 A and for the “Increase the surface hardness of FeAl alloy with the pulsed plasma nitriding: Patent SI 9600014”. Recent research has focused on the scope of deep-cryogenic treatment of tool steels and application of hard coatings deposited by PACVD duplex process, which is crucial for the sustainability of large and complex tools for the forming of advanced high strength steels (AHSS), whose strength exceeds 800 MPa, (Figure 10) [8].
For the forming of AHSS steels, it is important that the system of working surfaces i.e. hard coating / modified surface / tool steel of tool are optimised with respect to the critical properties, i.e. hardness / ductility / toughness, that increase the resistance to the dominant damage mechanism (adhesion, galling, abrasion, plastic deformation, chipping and cracking ), (Figure 11).
